Sac işleme endüstrisinde kesme makineleri sıklıkla kullanılmaktadır. Görünüşte basit olan kesme işlemi aslında bıçak aralığının ayar adımlarından farklı malzemeler için ayar tekniklerine ve hatta bıçak seçimine kadar birçok püf noktası içeriyor. Kesme kalitesiyle ilgili olarak, aşağıda kesme bıçağı boşluk ayarının ilgili içeriği birçok açıdan ayrıntılı olarak tanıtılacaktır.
Bıçak boşluğu ayar el çarkı: (hidrolik döner kiriş kesme makinesi)

Bıçak kenarı boşluğunun elektrikli ayarı (hidrolik giyotin kesme makinesi)

Farklı makasların bıçak açıklığı
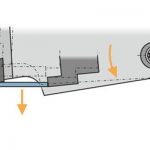
Döner kiriş kesme makinesi, farklı plaka kalınlıklarına ve malzemelere göre kesim için iyi olan bıçak boşluğunu ayarlayabilen ve referans seçimi için doğru bir parametre tablosu ile donatılmış ve tatmin edici kesim elde eden hızlı bir bıçak boşluk ayar mekanizması ile donatılmıştır. makul bıçak boşluğu ile kalite. Takım direği döndükçe, dönüş kirişi makaslarının kesme açısı ve kesme boşluğu değişecektir.
Üç noktalı silindir kılavuzunu benimseyin, papilionlu yay tarafından ön silindire kuvvet yoluyla, kesme kirişi iki arka silindirle sıkıca temas halinde kalır. Keserken, sistem daha iyi kesim kalitesi elde etmek için bıçak kenar boşluğunu farklı sacların ihtiyaçlarına göre elektriksel olarak ayarlayacaktır.

Bıçak boşluğu ayarındaki fark
Döner kiriş kesme makinesi, bıçak boşluğunu manuel olarak ayarlama işlevine sahiptir, sadece kolu çevirin. Giyotin makaslar, sistem üzerinden daha rahat ve doğru bir şekilde ayarlanabilen bıçak boşluğunu elektriksel olarak ayarlama işlevine sahiptir, bu da daha iyi kesme kalitesi elde etmek için faydalıdır.

| Bıçak boşluğu ayar adımları |
| 1. Alt bıçağı çıkarın ve parça parça temizleyin |
| 2. Bıçak dört taraftan da kullanılabilir ve seçilen taraf sıkıca takılır. Ve bıçağın düzlüğünü yatay ve dikey yönlerde kontrol edin. |
| 3. Üst bıçak sabittir ve ayarlanamaz. Alt bıçağı ayarlayarak kesme bıçağı boşluğunu ayarlıyoruz. |
| 4. Boşluğu artırmak için genellikle en dış taraftaki alt bıçağın sol ve sağ vidalarını bulun. |
| 5. Boşluğu daraltmak için alt bıçağı iten, alt bıçağın solunda ve sağında bulunan iki ayar vidasını bulun. Üzerlerinde kilitli yedek somunlar vardır. Genel olarak, içeride. |
| 6. Alt bıçak tablasının sol ve sağ dört cıvatasını gevşetin |
| 7. Üst bıçak, elle döndürülerek uygun konuma indirilir ve operatör, ayarlamaya başlamak için kesme makinesinin körleme alanına gider. |
| 8. Sol elin üst ve alt bıçaklarının boş kısmından 0,5 mm'ye kabaca ayarlamak için bir kalınlık mastarı kullanın. |
| 9. Elle döndürme, bıçağın orta konuma hareket etmesini ve kabaca 0,5 mm'ye ayarlanmasını sağlar. |
| 10. Elle döndürme, bıçağın üst ve alt bıçakların ayrılmadığı doğru konuma hareket etmesini sağlar. Orta konum kabaca 0,5 mm'ye ayarlanmıştır. |
| 11. Üst bıçağı manuel olarak uygun konuma çevirin ve ince ayara başlayın. |
| 12. Sol elin üst ve alt bıçaklarının, kalınlık ölçerin üç kablosu beş kabloya girene kadar ısırmayacağı konuma ince ayar yapmak için kalınlık ölçeri kullanın. |
| 13. Bıçağı manuel olarak orta konuma çevirin ve kalınlık ölçer üç kablo girene ve beş kablo giremeyene kadar ince ayara başlayın. |
| 14. Sağ tarafta üst ve alt bıçakların ayrılmadığı konuma kadar bıçağı manuel olarak yukarı çevirin ve kalınlık mastarı üç kablo girene ve beş kablo giremeyene kadar ince ayara başlayın. |
| 15. Kesme makinesinin kesici kenarı keskin olduğunda, kesme yaprağının kenarında çapaklar varsa, üst ve alt bıçaklar arasındaki boşluk uygun şekilde azaltılabilir. |
Sık karşılaşılan sorunlar ve bıçak ayarlama becerileri
En sık karşılaşılan metal plakalar şunlardır:
1. 13 mm'nin üzerinde kalın plakalar.
2. 0.2~4mm ince levha.
3. Çiçek tahtası.
4. Yüksek gerilim plakası (genellikle otomobil saclarında kullanılır).
5. Titanyum levha
En yaygın bıçak sorunu, ufalanma veya alet çentiğidir. Bu sorunlara cevaben öncelikle üst ve alt kanatlar arasındaki boşluğu belirlememiz gerekir.
Bıçakların ayar becerileri
Bıçağı ayarlarken, boşluğu plakanın kalınlığından yaklaşık 2~3 mm daha kalın olacak şekilde ayarlamalısınız. Yani 5 mm kalınlığında bir levhayı kesmek istediğinizde 7 mm veya 8 mm'den ayarlamaya başlamalısınız, keserken yavaşça aşağı doğru ayarlamalısınız Plakanın kesme yüzeyi 1/3 parlak yüzey ve 2/ En iyi kesme etkisini sağlayan 3 mat yüzey. Detaylar aşağıdaki gibidir:


Kalıp panosunu keserken boşluk ayarı zordur ve doğrudan levha kalınlığını kullanmak yerine, kalıp levhasının en dışbükey noktasından hesaplanan en kalın kalınlıktan ayarlanmalıdır. Ayrıca, desenin dışbükey tarafını aşağı bakacak şekilde kesmek aletin ömrünü uzatabilir.
Ayrıca özellikle paslanmaz çelik keserken plakanın malzemesi de dikkate alınmalıdır. Kesici alet keskin, aşınmaya dayanıklı ve tok olmalıdır. Bu nedenle, hidrolik kesme makinesinin bıçağı tartışılmalıdır. Bıçak kenarının açısı ve diğer görünüm tasarımı ve üretim hassasiyetine ek olarak, seçilen malzeme takımın kalitesini etkileyen önemli bir faktördür.
ilgili ürünler
 Giyotin Makas ve Salıncak Kiriş Kesme Makinası Arasındaki Fark
Giyotin Makas ve Salıncak Kiriş Kesme Makinası Arasındaki Fark- CNC Sac Fren Çalıştırma ve Bakımı
- Giyotin Makas Makinası Nasıl Çalıştırılır
- Kombine Delme ve Kesme Makinesinin Tanıtımı
- QC12 Giyotin Makas Hidrolik Sac Kesme Makinası
- Hidrolik Kesme Makinasında Sık Karşılaşılan Arızaların Onarımı ve Yağ Devre Sisteminin Bakımı
- Dört Sütunlu Hidrolik Pres İçin Genel Arızalar ve Sorun Giderme Yöntemi
- Hidrolik Giyotin Sac Levha Paslanmaz çelik kesme makinesi
- CNC Sac Bükücü için Sapma Telafisi Nasıl Yapılır
- QC11Y Hidrolik Giyotin Makas Makinası