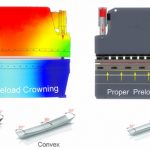
CNC bükme makinesi, sac işlemede önemli bir ekipmandır ve iş doğruluğu, iş parçasının bükülme doğruluğunu doğrudan etkiler. İş parçasının bükülme işleminde, abkant pres makinesi, kaydırıcının her iki ucunda en büyük kuvvete maruz kalır ve plakanın bükülmesi sırasındaki reaksiyon kuvveti, kaydırıcının alt yüzeyinde içbükey deformasyona neden olur. Kaydırıcının orta kısmının deformasyonu en büyüktür ve iş parçasının son bükülme açısı Boyut tüm uzunluk boyunca değişir.
Tezgah-tam yük-deformasyon


Kaydırıcının deformasyonunun neden olduğu olumsuz etkileri ortadan kaldırmak için, kaydırıcının sapma deformasyonunu telafi etmek gerekir. Genel kompanzasyon yöntemleri arasında hidrolik kompanzasyon ve mekanik kompanzasyon bulunur, bunların her ikisi de çalışma masasının ortasının ofset için yukarı doğru elastik deformasyon üretmesini sağlar Takım tezgahı kızağının deformasyonu, işleme eklem yüzeyinin doğruluğunu sağlar ve iş parçasının doğruluğunu artırır.


Kalıp güvenlik faktörü analiz tablosu

İki tazminat yöntemi
1. Hidrolik kompanzasyon
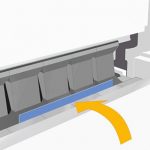
Tezgahın hidrolik otomatik sapma dengeleme mekanizması, alt tezgaha monte edilmiş bir grup yağ silindirinden oluşur. Her bir kompanzasyon silindirinin konumu ve boyutu, kaydırıcının sapma kompanzasyon eğrisine ve tezgah sonlu eleman analizine göre tasarlanmıştır. Hidrolik kompanzasyon, ön, orta ve arka üç dikey plaka arasındaki göreceli yer değiştirme yoluyla gerçekleştirilen nötr versiyonun şişkinlik telafisidir. İlke, şişkinliği çelik levhanın elastik deformasyonu yoluyla gerçekleştirmektir, böylece tazminat miktarı çalışma masasının elastik aralığı içinde ayarlanabilir.

2. Mekanik kompanzasyon
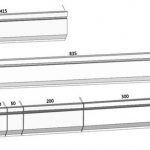
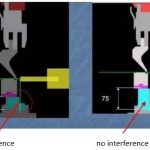
Mekanik kompanzasyon, eğimli yüzeylere sahip bir dizi çıkıntılı eğik kamadan oluşur ve her çıkıntılı kama, sonlu eleman analizine dayalı çalışma masası ve kaydırıcının sapma eğrisine göre tasarlanmıştır. Sayısal kontrol sistemi, iş parçası büküldüğünde yük kuvvetine göre gerekli telafi miktarını hesaplar (bu kuvvet, kaydırıcının ve çalışma masasının dikey plakasının sapmasına ve deformasyonuna neden olur) ve dışbükey takozların göreli hareketini etkili bir şekilde kontrol eder. sürgülü blok tarafından üretilen sapma deformasyonunu telafi edin ve çalışma masasının dikey plakası ideal bükme iş parçasını elde edebilir. Mekanik sapma telafisi, "ön çarpma" elde etmek için konumun kontrol edilmesiyle gerçekleştirilir. Bir dizi takoz, çalışma masasının uzunluk yönünde bir çizgi oluşturur. Aynı sapmaya sahip eğri, bükme sırasında üst ve alt kalıplar arasındaki boşluğu tutarlı hale getirerek, bükme iş parçasının uzunluk yönünde aynı açısını sağlar.


ilgili ürünler
 Abkant Pres Bükme Makinalarında Sık Karşılaşılan Mekanik Arızalar ve Bakımı
Abkant Pres Bükme Makinalarında Sık Karşılaşılan Mekanik Arızalar ve Bakımı- Çin Abkant Pres Bükme Makinesi Kalıbı
- CNC Sac Bükücü E21 Sistemini Bilmek İçin 4 Adım
- Abkant Pres Nedir?
- Hidrolik Abkant Pres Makinasının Tonajı Nasıl Seçilir
- Abkant Pres Kalıpları Nelerden Yapılır? Abkant Pres Aleti Nedir?
- CNC Sac Bükücü için Sapma Telafisi Nasıl Yapılır
- CNC Bükme Makinesi Becerilerini Kullanın
- Hidrolik Abkant Pres Kaç Çeşit
- Uygun CNC Hidrolik Abkant Pres Makinesi Nasıl Seçilir