Malzemenizi tam olarak istediğiniz yerde, işin gerektirdiği açıda bükmek için ayarlanmış Abkant Presiniz var. Formasyonunuz formda, sayılarınız zorlandı ve güvenilir Press Brake'iniz işini yapmak için bekliyor.

Ancak kolayca gözden kaçan hayati bir şey var ve nasıl çalıştığını anlamak ve daha da önemlisi nasıl kurulacağını anlamak hayati önem taşıyor. Tabii ki taçlandırma sürecinden bahsediyoruz.
Uzun veya büyük parçalar büküldüğünde, bombeleme devreye girer, ayrıca daha uzun, daha ağır Abkant Preslerde ve güç ölçeğinin en üst ucundakilerde de faydalı olabilir. Bir bükülme oluşturmak için yük uygulandığında, bir derece sapma meydana gelir. Bu deformasyona neden olur ve bu, servo-hidrolik sistem ve kirişin uçlarındaki pistonlar sayesinde bükümünüz uçlarda tam olarak doğruysa, her zaman iş parçanızın merkezine yakın olmayabileceği anlamına gelir.
Bu, bir operatör hatası veya Abkant Presinizle ilgili bir sorun değildir; daha çok malzeme bilimi ve fiziğin basit bir gerçeğidir. Bu fenomeni telafi etme süreci, kısaca taçlandırıyor.
Bir iş parçasının tüm uzunluğu boyunca tutarlı bir bükülme sağlamak için bir taçlandırma sistemi çok önemlidir, ya Abkant Pres kirişinde, tablanın kendisinde ya da her ikisinde birden olabilir. Işınınızın ortasındaki açıların uçlardaki açılarla eşleşmesini sağlar ve tam olarak telafinin gerekli olduğu yerde bu sapmayı telafi eder. Hidrolik bombeleme, günümüzün Abkant Preslerinde yerleşik olma eğilimindedir; Takım tedarikçisi veya Abkant Pres üreticisi tarafından eklenti olarak sunulabilecek CNC kama tarzı sistemler de vardır.
1. Hidrolik ötme
Abkant pres çerçevesinde, iki tarafa iki hidrolik silindir takmaya ek olarak, makinenin ortasına iki yardımcı hidrolik silindir daha takın. İnme sırasında, yardımcı silindir sıvı yağ ile doldurulur ve aşağı iner. Bükme işlemi sırasında, yardımcı silindire hidrolik yağ girişi, böylece kaydırıcı telafi için aşağı doğru sapma oluşturur.
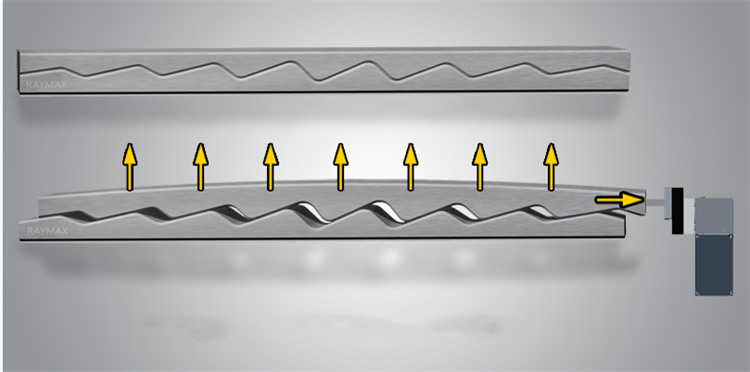
Yardımcı hidrolik silindiri çalışma masasının alt kısmına takın. Bükme işlemi sırasında tezgah üzerinde yukarı doğru bir kuvvet oluşturarak otomatik taçlandırma sistemini oluşturur.
Basınç dengeleme cihazı birkaç küçük yağ silindirinden oluşur. bir yağ silindiri, bir anakart, bir yardımcı plaka ve bir pim milinden oluşan çalışma tezgahına bir dengeleme silindiri yerleştirilmiş ve oransal bir tahliye valfi ile bir basınç dengeleme sistemi oluşturulmuştur.
Çalışırken. yardımcı plaka yağ silindirini destekler, yağ silindiri anakartı yukarı kaldırır. sadece kaydırıcının ve çalışma masasının deformasyonunun üstesinden gelir. Dışbükey cihaz, sayısal bir kontrol sistemi tarafından kontrol edilir, böylece ön yük, plakanın kalınlığına, kalıbın açıklığına ve farklı sac malzemeleri bükerken malzemenin çekme mukavemetine göre belirlenebilir.
Hidrolik bombelemenin avantajı, büyük kompanzasyon esnekliği ile sürekli değişken deformasyon için sapma kompanzasyonunu gerçekleştirebilmesidir, ancak karmaşık yapının ve nispeten yüksek maliyetin bazı dezavantajları vardır.

2. Mekanik taçlandırma
Mekanik taçlandırma, genellikle üçgen eğik kama yapısında kullanılan bir tür yeni sapma telafi yöntemidir.
İlke, bir açıya sahip iki üçgen kama bloğunun, x-yönünde hareket eden üst kamanın sadece y-yönünde hareket edebilmesidir. Kama x yönü boyunca mesafeyi hareket ettirdiğinde, üst kama alt kama kuvveti altında h mesafesi kadar yukarı hareket eder. mekanik taçlandırmanın prensibi budur.
Mevcut mekanik kompanzasyon yapısı ile ilgili. çalışma masasına boydan boya iki adet destek plakası yerleştirilir, üst ve alt plakalar disk yayı ve botlar vasıtasıyla birleştirilir. Üst ve alt plakalar, bir dizi dışbükey konum için nispeten hareket etme, şekillendirme ve ideal eğri yapmalarını sağlamak için motor sürücüsü boyunca farklı eğimlere sahip bir dizi eğik kamadan oluşur.

ilgili ürünler
 Hidrolik Abkant Pres Makinasının Tonajı Nasıl Seçilir
Hidrolik Abkant Pres Makinasının Tonajı Nasıl Seçilir- Abkant Presiniz İçin Büküm Ödeneği Nasıl Hesaplanır
- Abkant Pres Bükme Makinesine Neden Kompanzasyon Sistemi Eklemelisiniz?
- Kanton fuarı
- Çin 40 Ton Abkant Pres
- Hidrolik Güç Pres Makinasının Güvenli Çalışma Kuralları
- En İyi 10 Çin Power Press Üreticileri
- Abkant Pres Kalıpları Nelerden Yapılır? Abkant Pres Aleti Nedir?
- Abkant Pres Bükme Makinesinin Uygun Kalıbı Nasıl Seçilir
- Bükme Makinesi Kalıbının Konvansiyonel Bükme Sırası ve Günlük Kullanım Özellikleri