1. Bükme sürecini anlamak: basit gerçekler

Bükme Payı = Açı * (T/ 180)*(Yarıçap + K-faktörü *Kalınlık)Bükme Telafisi = Bükme Payı-(2 * Geri Al)
İç Set Geri = tan (Açı / 2) *Arka Yarıçap = tan (Açı / 2)*(Yarıçap + Kalınlık)

1) Bükülmüş bir parçada elde edilen yarıçap, o parçayı (bükmeden önce) kesmemiz gereken uzunluğu etkiler.
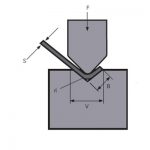
2) Bükmede elde edilen yarıçap, çalışmayı seçtiğimiz V açıklığına bağlıdır.
Parçayı tasarlamadan ve kesinlikle boşlukları kesmeye başlamadan önce, abkant pres üzerindeki parçayı bükmek için hangi V açıklığını kullanacağımızı TAM OLARAK BİLMELİYİZ.

2. Yarıçap boşlukları nasıl etkiler?
daha büyük bir yarıçap, parçamızın bacaklarını dışarıya doğru "itecek" ve iş parçasının "çok uzun" kesildiği izlenimini verecektir.
daha küçük bir yarıçap, yarıçapın daha büyük olmasına göre "biraz daha uzun" kesilmesi gereken bir boşluk gerektirecektir.

3. Bükme Ödeneği

Yukarıdaki şeklin katlanmamış boşlukları aşağıdaki gibi hesaplanacaktır:
B = 150 + 100 + 60 + BA1 + BA2
BA1 ve BA2 nasıl hesaplanır:
Bükme Ödeneğinin Hesaplanması
Düzleşerek üst üste bindikten sonra her iki bacağımızdan azaltmamız gereken kısım, genellikle "bükülme payı" (veya denklemde BA) olarak bildiğimiz şeydir.

bükülme payı formülü
90°'ye kadar bükülmeler için BA formülü

91°'den 165°'ye kadar bükülmeler için BA formülü

iR= Dahili Yarıçap
S=kalınlık
Β = açı
Π = 3,14159265….
K = K Faktörü
K faktörü
Abkant pres üzerinde büküldüğünde, dış kısım uzatılırken sacın iç kısmı sıkıştırılır.
Bu, tabakanın liflerin ne sıkıştırıldığı ne de uzatıldığı bir kısmı olduğu anlamına gelir. Bu kısma “nötr eksen” diyoruz.

Bükümün iç kısmından nötr eksene olan mesafe, K faktörü dediğimiz şeydir.
Bu değer satın aldığımız malzeme ile birlikte gelir ve değiştirilemez.
Bu değer kesirlerle ifade edilir. K faktörü ne kadar küçükse, nötr eksen sacın iç yarıçapına o kadar yakın olacaktır.

K faktörü = ince ayar
K faktörü, katlanmamış boşluğumuzu etkiler. Parçanın yarıçapı kadar değil ama boşluklar için ince ayar hesaplamaları gibi düşünebiliriz.
K faktörü ne kadar küçükse, o kadar fazla malzeme uzar ve bu nedenle “dışarı itilir”…. bu da bacağımızın “daha büyük” olacağı anlamına gelir.
Tahmini K faktörü
Boş hesaplamalarımızı ince ayarlarken çoğu zaman K faktörünü tahmin edebilir ve ayarlayabiliriz.
tek yapmamız gereken bazı testler (seçilen V açıklığı üzerinde) ve parçanın yarıçapını ölçmek.
Daha kesin bir K faktörü belirlemeniz gerekirse, aşağıda bükümünüz için kesin K faktörünü belirlemeye yönelik hesaplama yer almaktadır.

K faktörü: bir formül

Örneği çözme:
B = 150 + 100 + 60 +BA1 + BA2
K faktör tahmini
B1: R/S=2 => K=0,8
B2: R/S=1,5 => K=0,8
Her iki büküm de 90° veya daha azdır:

bu şu anlama gelir:
B1 = 3.14 x 0.66 x (6 + ((4×0.8)/2) – 2 x 10
B1 = -4.25
B2 = 3,14 x 0,5 x (8 + ((4×0,8)/2) – 2 x 12
B2 = -8.93
Öyleyse:
B = 150 + 100 + 60 + (-4,25) + (-8,93)
B= 296,8 mm
ilgili ürünler
 Abkant Pres Kalıpları Nelerden Yapılır? Abkant Pres Aleti Nedir?
Abkant Pres Kalıpları Nelerden Yapılır? Abkant Pres Aleti Nedir?- Abkant Pres Nedir?
- Hidrolik Abkant Pres Makinasının Tonajı Nasıl Seçilir
- Kanton fuarı
- WILA Orta ve Kalın Levhaları Bükmede Verimli Çözüm
- Abkant Pres Bükme Makinesinin Uygun Kalıbı Nasıl Seçilir
- Bükme Makinesi Kalıbının Konvansiyonel Bükme Sırası ve Günlük Kullanım Özellikleri
- Abkant Pres Bükme Makinesine Neden Kompanzasyon Sistemi Eklemelisiniz?
- CNC Bükme Makinesi Becerilerini Kullanın
- Sac Bükme Makinasının Serbest Bükme Sırasında Bükme Kuvvetinin Hesaplanması