Pres fren zımba/kalıp, sac metal damgalama şekillendirme ve kalıpları ayırmak için kullanılan üst ve alt kalıplara bölünmüştür. Şekillendirme kalıbının bir boşluğu vardır ve ayırma kalıbının bir kesici kenarı vardır. Abkant pres makinesinin zımba/kalıpının iş parçasının doğruluğu üzerinde büyük etkisi vardır. Bükme işleminde, iş parçası ile temas eden tek şey kalıptır.
Bükme makinesi/abkant pres kalıpları L-şekilli, R-şekilli, U-şekilli, Z-şekilli vb.'dir. Üst kalıp esas olarak 90 derece, 88 derece, 45 derece, 30 derece, 20 derece, 15 derece vb açı. Alt kalıpta 4~18V çift oluk ve farklı oluk genişliklerine sahip tek oluk, ayrıca R alt kalıp, dar açılı alt kalıp, düzleştirme kalıbı vb. bulunur.

Ultra yüksek hassasiyet
Bükme işlemi sırasında iş parçasının hassasiyetini büyük ölçüde etkilemek için kalıbın hassasiyeti çok önemlidir. Kalıbın aşınması kullanımdan önce kontrol edilmelidir. Muayene yöntemi, üst kalıbın ön ucundan omuza kadar olan uzunluğu ve alt kalıbın omuzu arasındaki uzunluğu ölçmektir. Geleneksel kalıplar için, metre başına sapma yaklaşık ±0,0083 mm olmalı ve toplam uzunluk sapması ±0,127 mm'den büyük olmamalıdır. Hassas taşlama kalıbına gelince, metre başına hassasiyet ±0,0033 mm olmalı ve toplam hassasiyet ±0.0508 mm'den büyük olmamalıdır. Elektro-hidrolik büküm makinelerinde veya torsiyon mili büküm makinelerinde genellikle ince öğütme kalıplarının, manuel büküm makinelerinde ise geleneksel kalıpların kullanılması tavsiye edilir.
CNC pres fren makinesinin alet bölümü aşağıdaki gibidir:

Otomatik sabit kurulum
Üst kalıp, kaydırıcı üst ölü noktaya yükseldiğinde kurulur ve kalıp sıkıştırma sistemi, sıkıştırma basıncı uygulanana kadar birden fazla kalıbı yerinde tutabilir.
Hidrolik sıkma sistemi
Hidrolik bağlama sistemi en etkili bağlama yöntemidir. Hem yeni hem de eski makineler bu bağlama sistemini kullanabilir, zamandan ve maliyetten tasarruf sağlar. Eski bükme makinesinin yük taşıma yüzeyi hasar görürse, hidrolik bağlama sistemi hasarı gidermek için en iyi seçim olacaktır, aynı zamanda bağlama ve montaj verimliliğini de artırır.

Otomatik olarak yerine sıkın
Sıkıştırma basıncı uygulandığında üst kalıp yukarı çekilir ve otomatik olarak yerine sıkılır. Bu, bükme işlemi sırasında üst kalıbı kalıbın altına bastırma ihtiyacını ortadan kaldırır.
Zımba/kalıp seçimi
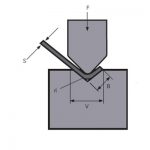
İlk olarak, bükülecek sacın kalınlığını belirleyin. Örneğin, 0,75 mm ila 6,30 mm kalınlığındaki plakaları bükmek istiyorsunuz. Ardından, gereken minimum V-kalıp boyutunu tahmin etmek için en ince tabakanın kalınlığını 8 ile çarpın. Bu örnekte 0,75 mm'lik bir levha gereken minimum kalıptır, yani 0,75×8=6. Üçüncü olarak, gerekli maksimum V-şekilli kalıp boyutunu tahmin etmek için en kalın levhanın kalınlığını 8 ile çarpın.
8 kez prensip
Yani V şeklindeki kalıbın açıklığı sac kalınlığının 8 katı olmalıdır. En yakın kalıbı seçmek için sacın kalınlığını 8 ile çarpın. Örneğin, 1,5 mm kalınlığında bir levha, 12 mm'lik bir kalıp gerektirir (1,5×8=12 mm). 3,0 mm levha ise 24,0 mm kalıp gereklidir. (3.0×8=24.0). Bu oran en iyi açı seçimini sağlayabilir, bu yüzden birçok kişi buna "en iyi seçim" der. Yayınlanan çoğu bükme çizelgesi de bu formüle dayanmaktadır.
Model seçim kuralları
L şeklindeki iş parçalarını bükmek için seçim kuralı, kural olmamasıdır, hemen hemen her üst kalıp kullanılabilir. Bu nedenle, bir grup iş parçası için üst kalıp seçerken, hemen hemen her üst kalıp onları bükebildiğinden, L şeklindeki iş parçaları en son olarak kabul edilebilir. L şeklindeki bu iş parçalarını bükerken, diğer iş parçalarını da bükebilen üst kalıpların kullanılması tavsiye edilir. Kalıp satın alırken, ne kadar az olursa o kadar iyi. Bu sadece kalıp maliyetlerini en aza indirmek için değil, aynı zamanda gereken kalıp şekli sayısını azaltmak ve kurulum süresini kısaltmak içindir.


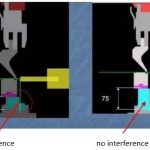
İş parçasının üst kısmı alt kısımdan daha uzun olduğunda, bir kaz boynu kalıbı gereklidir. İş parçasının üst kısmı alt kısımdan daha kısa olduğunda, herhangi bir üst kalıp uygundur. İş parçasının üst kısmı ve alt kısmı aynı uzunlukta olduğunda, dar açılı bir üst kalıp gereklidir. Özetle, üst kalıp seçim kuralı esas olarak, bükme simülasyon yazılımının önemli bir rol oynayabileceği iş parçasının girişimine bağlıdır. Kullanılan sistem bükme durumunu simüle edemiyorsa, aşağıdaki şekilde gösterildiği gibi üst kalıp iş parçasının girişimini manuel olarak kontrol etmek için ızgara arka planı olan çizimi kullanabilirsiniz.


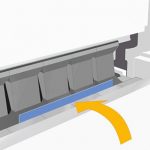
Girinti kalıbı yok
Hemen hemen tüm tipik V-şekilli bükme makinesi kalıpları, iş parçası üzerinde bazı izler bırakacaktır, bunun nedeni, bükme sırasında metalin kalıba bastırılmasıdır. Çoğu durumda, işaretler küçük veya kabul edilebilir. Yarıçapı artırmak işaretleri azaltabilir. Ancak bazen, bükülmeden önce boyanmış veya cilalanmış plakalar gibi en küçük işaretler bile kabul edilemez. Aşağıdaki şekilde gösterildiği gibi, girintileri ortadan kaldırmak için naylon ekler kullanılabilir. Girintisiz bükme, imal edilen uçak veya havacılık parçaları için özellikle önemlidir, çünkü denetçilerin bir parçayı çıplak gözle kontrol etmesi ve çizikleri ve çatlakları ayırt etmesi zordur.

ilgili ürünler
 Hidrolik Abkant Pres Makinasının Tonajı Nasıl Seçilir
Hidrolik Abkant Pres Makinasının Tonajı Nasıl Seçilir- WILA Orta ve Kalın Levhaları Bükmede Verimli Çözüm
- CNC Bükme Makinesi Becerilerini Kullanın
- Bükme Makinesi Kalıbının Konvansiyonel Bükme Sırası ve Günlük Kullanım Özellikleri
- Sac Bükme Makinasının Serbest Bükme Sırasında Bükme Kuvvetinin Hesaplanması
- Abkant Pres Kalıpları Nelerden Yapılır? Abkant Pres Aleti Nedir?
- Hidrolik Abkant Pres Kaç Çeşit
- Abkant Pres Bükme Makinesine Neden Kompanzasyon Sistemi Eklemelisiniz?
- Abkant Pres Nedir?
- Abkant Presiniz İçin Büküm Ödeneği Nasıl Hesaplanır