Orta ve kalın levhalar, buldozerler, ekskavatörler, yükleyiciler, demiryolu yolcu vagonları ve diğer inşaat makineleri ve lokomotifler gibi stres parçaları olarak çeşitli alanlarda yaygın olarak kullanılmaktadır. Orta ve ağır levhalar genellikle 4,5 ile 25 mm arasında kalınlığa sahip metal levhaları ifade eder. Orta ve ağır levhaların şekillendirme yöntemleri esas olarak şunları içerir: pres freni bükme şekillendirme, haddeleme makinesi şekillendirme ve presle şekillendirme. Bükme (katlama), orta ve kalın levhalar için yaygın olarak kullanılan ve bol miktarda ürün hattı oluşturma yöntemidir.
Plaka bükmenin zorlukları uzun iş parçaları, yüksek basınç, zor şekillendirme, düşük verimlilik ve kontrol edilmesi zor hassasiyettir. Bükmenin nihai sonucu, malzeme parametrelerinin, proses parametrelerinin ve kalıp parametrelerinin kapsamlı bir yansımasıdır. Bu parametrelerin makul tasarımı, orta ve kalın plakaların bükülme performansını iyileştirmenin anahtarıdır.

Abkant pres tonajı (abkant pres bükme makinesi)
Orta ve kalın levha bükümünün karşılaştığı ilk sorun, abkant büküm makinesinin tonaj seçimi ve fikstür ile kalıbın taşıma kapasitesinin gereksinimleri karşılayıp karşılamadığıdır.
F kuvveti, üst ve alt kalıplar arasındaki karşılıklı hareketi sağlamak ve böylece plakayı bükmek için pres freni bükme makinesi tarafından uygulanır. 90° karbon çelik levhaları bükmek için WILA, Tablo 1'de gösterildiği gibi levha stres yükünün ampirik değerini verir. Karbon çeliğinin kalınlığı 20 mm olduğunda, V=160 mm olan alt kalıp seçilebilir. Bu sırada bükme makinesinin kuvvet yükü 150t/m'dir.
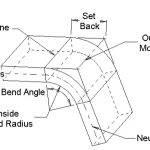
F=birim uzunluk başına kuvvet (t/m);
S= malzeme kalınlığı (mm);
ri= iç köşenin bükülme yarıçapı (mm);
V= alt kalıp açıklığı boyutu (mm);
B= en kısa flanş kenarı (mm) );
alüminyum: F×;
alüminyum alaşımı: F×100%;
paslanmaz çelik: F×150%;
damgalama ve bükme: F×(3~5)

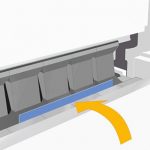
Ağır hidrolik kelepçe
WILA ağır hizmet tipi üst hidrolik kelepçelerin yük taşıma yöntemleri, üstten yük ve omuz yükünü içerir ve maksimum yük sırasıyla 250t/m ve 800t/m'dir. Fikstürün kuvvet taşıyan yüzeyi, CNC derin su verme sertleştirme teknolojisini benimser. Rockwell sertliği 56~60HRC'dir ve sertleştirme derinliği 4 mm'ye kadardır, bu da yüksek sertliğe ve güçlü aşınma direncine sahiptir. Hidrolik kıskaç, hidrolik hızlı kenetleme kullanır ve hidrolik hortumun genişlemesi, kenetleme piminin hareketini tahrik eder, böylece kalıp otomatik olarak oturur ve bükme hattı otomatik olarak ortalanır. Toplam uzunluğu 6 metre olan bir bükme kalıbı için, hidrolik kenetlemenin tamamen kenetlenmesi sadece 5 saniye sürer ve kapsamlı kullanım verimliliği, sıradan manuel kenetleme sisteminden 3 ~ 6 kat daha yüksektir.

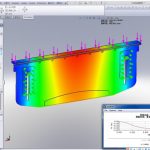
Ağır makine kompanzasyon tezgahı
Orta ve kalın levhaların bükülmesi için, WILA'nın ağır hizmet tipi mekanik kompanzasyon tablosunun yeni seviye versiyonu, sadece yük gereksinimlerini karşılamakla kalmaz, aynı zamanda bükme makinesinin eğilme ve deformasyonunu da telafi eder. Mekanik kompanzasyon tezgahı hidrolik sıkıştırmayı benimser, yüzey doğruluğu ± 0.01 mm'ye ulaşabilir, rockwell sertliği 56 ~ 60HRC'dir ve sertleştirme derinliği 4 mm'ye kadardır. Mekanik kompanzasyon tezgahı, WILA'nın kurulumu kolay ve daha yüksek doğruluğa sahip evrensel UPB kurulum arayüzünü benimser. Ayrıca tezgahın ve arka dayamanın ön ve arka yönlerde paralel kalmasını sağlayan ve yerel açısal sapma düzeltmesi yapabilen kendi Tx ve Ty yön ayarlarına sahiptir.

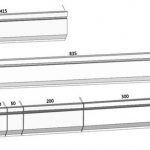
Ağır bükme kalıbı/takımı
Plakanın kalınlığı nedeniyle, orta ve kalın plakaların bükülmesi için genellikle daha büyük açıklık boyutuna (V24~V300) sahip alt kalıp ve taşıma kapasitesi daha büyük olan kalıp seçilir. Kalıbın genel boyutları genellikle büyüktür ve kalıbın ağırlığı, operatörün normal taşıma kapasitesini aşmıştır. Makaralı rulmanların yardımıyla, WILA'nın patentli teknolojisi E2M (Easy to Move), operatörlerin ağır bükme kalıplarını rahat, güvenli ve hızlı bir şekilde hareket ettirmesine olanak vererek, kalıp değiştirme ve makine ayarlama süresinden büyük ölçüde tasarruf sağlar.
Düz bıçaklar, kaz boynu palalar, fileto kalıpları ve multi-V kalıplar gibi müşteri ihtiyaçlarını karşılayan çeşitli bıçak şekillerine ve alt kalıp açıklıklarına sahip bükme kalıpları sağlanabilir. Anahtar parçaların hassas bir şekilde taşlanmasıyla, kalıbın boyutsal doğruluğu ±0.01 mm'ye kadar çıkar. CNC derin su verme ve sertleştirme teknolojisinin işlenmesiyle kalıp sertliği 56 ~ 60HRC'ye ulaşabilir ve sertleştirilmiş tabakanın derinliği 4 mm'ye ulaşabilir.

Farklı plaka kalınlıklarına sahip orta ve kalın plakaların bükülmesi için WILA ayrıca, Şekil 6'da gösterildiği gibi otomatik ayarlanabilir V bağlantı noktası ve manuel ayarlanabilir V bağlantı noktası olmak üzere iki formda bulunan Multi-V kalıpları sağlar. Ayar bloğu, alt kalıbın V açıklık boyutu, özellikle yüksek geri tepme ve yüksek mukavemetli orta ve kalın plakaları bükmek için uygun olan plakanın özelliklerine göre keyfi olarak ayarlanabilir. Aynı zamanda, Multi-V kalıp, bükülen parçaların dış kırışıklıklarını büyük ölçüde azaltabilen düşük sürtünme katsayısına sahip sertleştirilmiş silindirler ile birlikte gelir ve aynı zamanda, bükülmeyi ~ oranında azaltabilir. geleneksel alt kalıp.

ilgili ürünler
 Hidrolik Abkant Pres Makinasının Tonajı Nasıl Seçilir
Hidrolik Abkant Pres Makinasının Tonajı Nasıl Seçilir- CNC Bükme Makinesi Becerilerini Kullanın
- CNC Abkant Pres Bükme Makinasının Çalışma Prensibi ve Bileşimi
- Abkant Pres Bükme Makinesinin Uygun Kalıbı Nasıl Seçilir
- Bükme Makinesi Kalıbının Konvansiyonel Bükme Sırası ve Günlük Kullanım Özellikleri
- Abkant Pres Bükme Makinesine Neden Kompanzasyon Sistemi Eklemelisiniz?
- Abkant Presiniz İçin Büküm Ödeneği Nasıl Hesaplanır
- Çin Abkant Pres Bükme Makinesi Kalıbı
- Abkant Pres Kalıpları Nelerden Yapılır? Abkant Pres Aleti Nedir?
- Abkant Pres Makinesi Avantajları ve Dezavantajları